- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ईपीएस मशीन एंगल सीट वाल्व इंस्टालेशन और डिसएस्पेशन
2022-01-13
कोण सीट वाल्व ईपीएस मशीन का एक महत्वपूर्ण हिस्सा है, मरम्मत या स्थापना कैसे महत्वपूर्ण है।

1. स्थापना और उपयोग
1.1 कृपया विशिष्ट परिस्थितियों के अनुसार वाल्व स्थापना की दिशा का चयन करें;
1.2 स्थापना से पहले, कृपया पाइप, विशेष रूप से नए पाइप को साफ करना सुनिश्चित करें, वेल्डिंग स्लैग, जंग, धूल को साफ करना चाहिए, ताकि वाल्व अशुद्धियों को नुकसान न पहुंचे; पाइपलाइनों को मजबूती से और बिना कंपन के समर्थित होना चाहिए। भारी वाल्व स्थापित करते समय, वाल्वों और पाइपलाइनों पर प्रतिकूल प्रभाव होने से अत्यधिक वजन या कंपन को रोकने के लिए वाल्वों को लटकाने या आगे बढ़ाने के लिए अतिरिक्त समर्थन की आवश्यकता होती है।
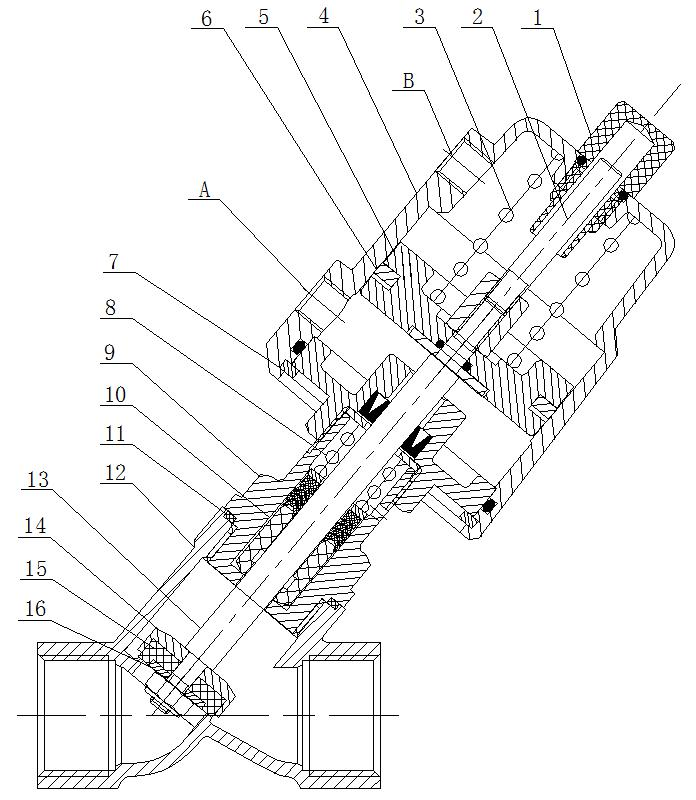
1.3 वाल्व स्थापित करने से पहले, वाल्व लेबल पर मॉडल, पैरामीटर, विनिर्देशों और कनेक्शन मोड की जांच करें और सुनिश्चित करें कि यह क्षेत्र की कार्य परिस्थितियों की आवश्यकताओं को पूरा करता है। उसी समय, कृपया कोई बाहरी क्षति सुनिश्चित करने के लिए सिलेंडर, वाल्व बॉडी, विंडो आदि की जांच करें;
1.4 जब नियंत्रण वायु स्रोत से सुसज्जित हो, तो कृपया सुनिश्चित करें कि वायु स्रोत सूखा और साफ है, और क्षमता और दबाव पर्याप्त है;
1.5 वाल्व स्थापित करने से पहले, कृपया पाइपलाइन बंद करें और दबाव हटा दें। पाइपलाइन में उच्च दबाव या खतरनाक मीडिया के नुकसान से सावधान रहें;
1.6 निकला हुआ किनारा वाल्व की स्थापना में, निकला हुआ किनारा के दोनों सिरों की स्थापना, कोणीय कसने वाली होनी चाहिए, और विकर्ण कसने में एकतरफा बोल्ट रोटेशन को एक सर्कल के भीतर नियंत्रित किया जाना चाहिए, न कि एकतरफा कसने, जिसके परिणामस्वरूप झुकाव बल, उपयोग को प्रभावित करता है ;
1.7 वेल्डिंग के रूप में वाल्व स्थापित करते समय, एक्ट्यूएटर को पहले वाल्व से हटा दिया जाना चाहिए, और फिर पाइप लाइन पर वाल्व को वेल्डेड किया जाना चाहिए;
1.8 हटाए गए वाल्व बॉडी गैस्केट, वॉल्व कोर गैस्केट और कनेक्टिंग स्क्रू ग्रेन की सुरक्षा के लिए सावधानी बरतें ताकि गंदगी और अशुद्धियों के टकराने और आसंजन को रोका जा सके

2. वाल्व डिस्सेप्लर और रखरखाव
2.1 वाल्व को हटाना
2.1.1 वाल्व को अलग करने से पहले, वाल्व में उच्च दबाव वाले द्रव को खाली कर देना चाहिए और वाल्व में मध्यम दबाव को निकालना चाहिए। यदि माध्यम उच्च तापमान, ज्वलनशील, विषाक्त या संक्षारक है, तो इसे मानव शरीर और उपकरणों को आकस्मिक चोट से बचाने के लिए पूरी तरह से हटा दिया जाना चाहिए;
2.1.2 वाल्व बॉडी को हटाना: इस स्थिति में, वाल्व बॉडी को सामान्य तापमान पर बहाल किया जाना चाहिए, और वाल्व बॉडी को ठीक किया जाना चाहिए। संपीड़ित हवा को सिलेंडर के निचले हिस्से में हवा के इनलेट छेद के माध्यम से प्रवेश किया जाएगा, और वाल्व का दरवाजा खोला जाएगा, और संयुक्त के छह किनारों को संबंधित आकार के रिंच के साथ कड़ा किया जाएगा, और वाल्व बॉडी को धागे को दक्षिणावर्त दिशा में घुमाकर हटाया जा सकता है। नोट: अलग किए गए हिस्से बंपिंग को रोकने के लिए सीलिंग सतहों की रक्षा करेंगे, और पुन: संयोजन को रिकॉर्ड करेंगे; सीलिंग सतह की रक्षा के लिए भागों, बंपिंग को रोकने के लिए, और एक अच्छा रिकॉर्ड वापस करने के लिए;

2.1.3 सिलेंडर हटाना: स्प्रिंग के बड़े बल के कारण, जब क्लैंपिंग सिलेंडर सिलेंडर और एंड कवर क्लैम्पिंग स्प्रिंग को हटा दिया जाता है, तो स्पूल और वाल्व स्टेम भागों को क्लैम्पिंग स्प्रिंग प्लायर्स का उपयोग करने से पहले विशेष क्लैंपिंग उपकरण द्वारा दबाया जाना चाहिए। धीरे-धीरे क्लैम्पिंग स्प्रिंग को बाहर निकालें, और फिर क्लैम्पिंग उपकरण को ऊपर की ओर ढीला करें और शेष भागों को बाहर निकालें। नोट: 1) वसंत को बाहर निकालने के बाद, मजबूत वसंत को भागों को पॉप अप करने से रोकने के लिए दबाव उपकरण का दबाव धीरे-धीरे हटा दिया जाना चाहिए, जिससे खतरे और क्षति हो सकती है, और पुनः लोड करने का रिकॉर्ड बनाया जा सकता है; 2) 101 श्रृंखला कोण वाल्व सिलेंडर को हटाने की अनुशंसा नहीं की जाती है, यदि 11
सिलिंडर की किसी भी समस्या के लिए कृपया अपने ESG बिक्री प्रतिनिधि से संपर्क करें।
2.1.4 मुहरों को अलग करना: जब सीलों को अलग किया जाता है, तो नुकीले औजारों का इस्तेमाल जुदा करने के लिए नहीं किया जाएगा, और अलग-अलग मुहरों और उनके वाहक की सीलिंग सतह को टकराव या सामान के नुकसान को रोकने के लिए अच्छी तरह से संरक्षित किया जाएगा, और पुन: संयोजन रिकॉर्ड किया जाएगा बनाया गया;
2.1.5 मैनुअल एंगल सीट वाल्व अनुक्रम को हटाना: वाल्व बॉडी को हटा दें, हैंड व्हील पिन को हटा दें, हैंड व्हील को हटा दें, प्रेसिंग नट को स्क्रू करें, और अंत में स्पूल, स्टेम और सील को अलग करें।
2.2 वाल्व को पुनर्स्थापित करें
2.2.1 पुन: संयोजन सील: अलग किए गए वाल्वों को संबंधित समस्याओं से निपटा जाना चाहिए। उपचार के बाद, उन्हें डिस्सेप्लर और रीअसेंबल रिकॉर्ड के अनुसार क्रम में स्थापित किया जाना चाहिए। नोट: सीलिंग भागों को स्थापित करते समय स्थापित किया जाना चाहिए, और रबर की अंगूठी का कोई विरूपण नहीं है। सीलिंग रिंग को स्थापित करने से पहले, चिकनाई वाले तेल को समान रूप से स्थापना भाग के खांचे में लेपित किया जाना चाहिए, और फिर सीलिंग रिंग को स्थापित किया जाना चाहिए और सीलिंग रिंग की बाहरी सतह को फिर से चिकनाई वाले तेल से लेपित किया जाना चाहिए। वाल्व के सामान्य और प्रभावी उपयोग को सुनिश्चित करने के लिए उचित और प्रभावी चिकनाई तेल आधार है;
2.2.2 सिलेंडर को फिर से लोड करना: प्रतिस्थापन भागों की असेंबली पूरी होने के बाद, धीरे-धीरे पिस्टन और एंड कवर को सिलेंडर में आयात करें, और फिर सिलेंडर की असेंबली को पूरा करने के लिए स्प्रिंग को जगह में स्थापित करें;
2.2.2.1 जब पिस्टन और अंत कवर पेश किया जाता है, तो सिलेंडर को सही होने के बाद धीरे-धीरे पेश किया जाना चाहिए, अन्यथा पिस्टन की अंगूठी और सीलिंग की अंगूठी विक्षेपण के कारण फट जाएगी, सीलिंग को प्रभावित करेगी;
2.2.2.2 स्प्रिंग को खांचे में जकड़ने के बाद, जांचें कि क्या स्प्रिंग सिलेंडर के स्प्रिंग ग्रूव में 100% पूरी तरह से जाम हो गया है, और यह जांचने के बाद कि स्प्रिंग पूरी तरह से सिलेंडर में जाम हो गया है, दबाने वाले उपकरण को छोड़ दें, और फिर सीलिंग का संचालन करें सिलेंडर का निरीक्षण;
2.2.3 वाल्व बॉडी को फिर से लोड करना: निरीक्षण योग्य होने के बाद, सिलेंडर के एयर इनलेट होल के माध्यम से हवा को संपीड़ित करें, पिस्टन को ऊपर उठाएं, वाल्व बॉडी सीलिंग पैड लगाएं, और स्क्रू ग्रेन पर एंटी-स्टक एजेंट लगाएं, और फिर वाल्व बॉडी को कसने में पेंच करें, और फिर पूरा होने के बाद वाल्व बॉडी का निरीक्षण करें।
2.3 वाल्व परीक्षण पुनः लोड करना
2.3.1 ऑफ़लाइन दबाव परीक्षण के बाद मरम्मत किए गए वाल्व को फिर से पाइपलाइन में स्थापित किया जाएगा और कोई असामान्यता नहीं होती है;
2.3.2 वाल्व बॉडी सीलिंग निरीक्षण: वाल्व कोर सीलिंग गैस्केट निरीक्षण, वाल्व बॉडी सीलिंग गैस्केट निरीक्षण और कनेक्टिंग होल निरीक्षण सहित;
2.3.2.1 आवश्यक दबाव की संपीड़ित हवा को काम करने की स्थिति के अनुसार वाल्व में पारित किया जा सकता है, और पूरे वाल्व शरीर और कनेक्शन को पानी में डुबोया जा सकता है, और दबाव को 30 सेकंड के लिए रखा जा सकता है यह देखने के लिए कि क्या वहाँ है रिसाव है। यदि कोई बुलबुला नहीं है, तो यह योग्य है, अन्यथा इसे फिर से सुधारने की आवश्यकता है;
2.3.3 सिलेंडर सील निरीक्षण: खिड़की सील निरीक्षण, अंत कवर ओ-रिंग निरीक्षण और पिस्टन रिंग सील निरीक्षण सहित;
2.3.3.1 7 बार संपीड़ित हवा को सिलेंडर के निचले हिस्से में हवा के इनलेट छेद के माध्यम से पारित किया जा सकता है, और पूरे सिलेंडर और अंत टोपी को पानी में डुबोया जा सकता है, और यह देखने के लिए 30 सेकंड के लिए दबाव रखा जाता है कि क्या वहाँ है रिसाव के। यदि कोई बुलबुला नहीं है, तो यह योग्य है, अन्यथा इसे फिर से ठीक करने की आवश्यकता है।
